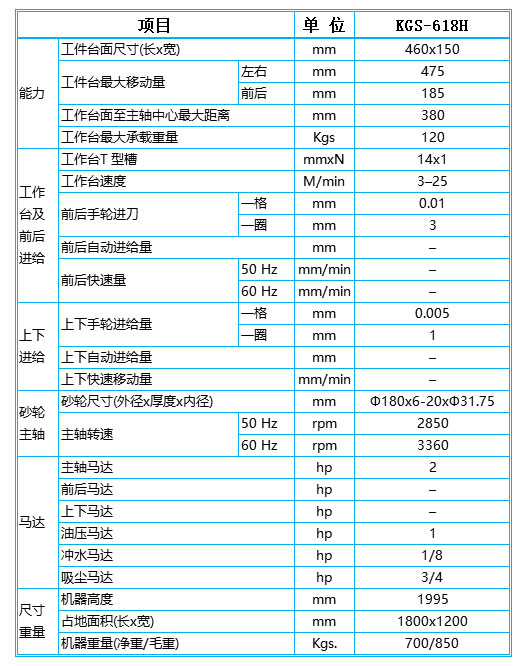
| | Ʒ��������ĥ�� | | ������ƽ��ĥ�� | | �ͺ���KGS-618M | |
| | ������ʽ������ | | �Ƿ������� | | ������1750kg | |
| | �����������2 kw | | ���γߴ���3500mmx2500 mmx1830mm mm | | �ӹ��������߾��� | |
| | ɰ��ת����50rpm rpm | | ���ĥ���ߴ���660 mm | | ������ҵ��ͨ�� | |
| | ������ʽ����ʽ | | ��װ��ʽ����ʽ | | ���÷�Χ��ͨ�� | |
| | ���ö������������ | | | | | |
����
ĥ����ĥ��ʱƽ��ĥ�����Է�Ϊ���֣�
������������ѡ��ƽ��ĥ����ʱ���кö���ĥ����ʽ��������Ҫ����ʵ�������ѡ��ҪŪ����ÿһ��ĥ������ȱ�㣬�����ſ�����������ߡ���ƽ��ĥ���ϵ�ƽ��ĥ��������һ��ɴ﹫��ȼ�IT7~IT6��������ֲڶ�RAΪ0.63ĥ������ֲڶ�RA�ɴ�0.1�ף�ƽ�ж������1000������Ϊ0.01mm���� ����
ĥ��ƽ��ĥ�����Է�Ϊ������?������������������ο�
������ɰ����Բ��ĥ��ʱ
����һ�����ڽ�������ƽ��ĥ������¡���ɰ��Բ����ĥ��ƽ��ʽ��ɰ���빤���ĽӴ����С��ĥ��ʱ����ȴ����м�����ã�������ĥ������ĥ����Ҳ��С����ˣ���������߹�����ĥ�����ȡ�����ĥ����ʽ�����ھ��ȸ���ƽ�������һ���ܴﵽ0.01/100~0.02/100mm��ƽ��ȹ������ֲڶ�RA�ɴﵽ1.25~0.020�ס�����ĥ��ʱҪ�ü�ϵĺ�����������������������ĥ������������Ч�ʽϵ͡�
����������ĥ��ʱ
����һ���������Ὠ��ƽ��
ĥ������¡���Ͳ��ɰ�ֶ���ĥ��ʱ������������Ҫ���������������������������С�����Ժã�ĥ��ʱ��ѡ�ýϴ�ĥ�����������⣬��Ͳ��ɰ��ĥ������ĥ��ʱ��ɰ���빤���ĽӴ������ͬʱ����ĥ����ĥ���࣬��������Ч�ʸߡ�����ĥ�������з������ϴ�����Һ����ֱ�ӽ�����ĥ��������мҲ�����ѡ�����������ײ����ȱ��κ����ˡ�
��������ĥ��ʱ
����һ������˫����ĥ��������¡���Ͳ��ɰ�ֶ���ĥ��ʱ��ɰ��������Ҫ���������������������������С�����Ժã�ĥ��ʱ��ѡ�ýϴ��ĥ�����������⣬��Ͳ��ɰ�ֶ���ĥ��ʱ��ɰ���빤���ĽӴ������ͬʱ�μӵ�ĥ���࣬��������Ч�ʸߡ���ĥ�������з������ϴ�����Һ����ֱ�ӽ�����ĥ��������мҲ�����ѡ�����������ײ����ȱ��κ����ˡ�
���� ����
ĥ����ƽ��ĥ���ķ�ʽ���·�Ϊ�����֣�����������������Ҫ����Լ��Ѽ��ˡ�ϣ���Դ���洦���������ĥ���ļ��������������
 ɨһɨ���ֻ����
ɨһɨ���ֻ����