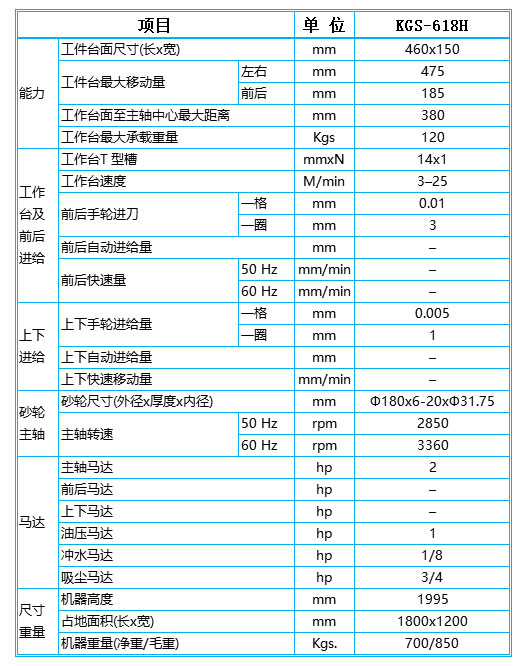
| | Ʒ��������ĥ�� | | ������ƽ��ĥ�� | | �ͺ���KGS-618M | |
| | ������ʽ������ | | �Ƿ������� | | ������1750kg | |
| | �����������2 kw | | ���γߴ���3500mmx2500 mmx1830mm mm | | �ӹ��������߾��� | |
| | ɰ��ת����50rpm rpm | | ���ĥ���ߴ���660 mm | | ������ҵ��ͨ�� | |
| | ������ʽ����ʽ | | ��װ��ʽ����ʽ | | ���÷�Χ��ͨ�� | |
| | ���ö������������ | | | | | |
�� ����������ĥ��������ĥ����
���ܳ���ƽ��ĥ������ϵͳ��ָ�����ɳ���Ա���ݹ����IJ��ʡ��ӹ�Ҫ���������Ժ�ϵͳ���涨��ָ���ʽ(�������Ի����)���Ƶġ�����ϵͳ���ݳ���ָ�����ŷ�װ�ú��������ܲ����������л��ն���Ϣ�����ƻ����ĸ����˶���������ļӹ��������ʱ����������Զ�ֹͣ���κ�һ�����ػ�������������ϵͳ����û���������ָ����ػ����Ͳ��ܹ����� ̨�彨��ĥ�����ӹ����� ���������ӹ����ε���������ڴּӹ�����ܷ����ı��ζ���Ҫ����У�Σ���һ����˵��Ҫ���д֡����ӹ��Ķ�Ҫ������ֿ��� ̨�彨��ĥ�����ܳ���ƽ��ĥ�������������ڻ��ֹ���ʱ��һ��Ҫ������Ľṹ�빤���ԣ������Ĺ��ܣ�������ؼӹ����ݵĶ��٣���װ����������λ������֯״��������ա���������ù����е�ԭ���Dz��ù����ɢ��ԭ��Ҫ����ʵ�������ȷ������һ����������� ̨�彨��ĥ����Ӧ��ԭ�� Ӧ������ĥ����ĥ����������ת�����ĥ����ͨ��ָ������Բĥ������������Բĥ���ϣ��������ö��ö��ĺ�֧�У����Ƿ���ɰ�ֺ͵���֮��,���а�͵���֧�С�ɰ��һ��װ������˲�,���ȴ���250����ɰ����װ�������в�,ɰ�ִ���ȿɴ�900���ס� ɰ�ָ�����ת����ĥ��,�����Խ����ٶ�ͬ����ת������������ת��Բ�ܽ������ᴩĥ��ʱ��ͨ�������������ߵ�С��б����ʵ���������������ĥ��ϸ��Բ���ι����������ĿĶ����������ȡ�
ƽ��ĥ���İ�ȫ�����淶 ��
(1)��ƽ��ĥ����ʽ����ǰ���ȿ���ת�����ӣ������������ֵ���ת�Ƿ�������
(2)���Թ������м�顢װж���Լ�ά���豸ʱ��ɰ��Ҫ���빤����
(3)������̨�������Լ���̨�ϣ����ܷ��÷Ǽӹ���Ʒ��
(4)����ɰ�ֽӽ�����ʱ�����ܿ��ٽ������Է�����ײ������
(5)��������Ա�����豸Ҫ����ע������ר�Ĺ�����
(6)������������Ҫ������β���������չ涨Ҫ����У��豸��Ҫ�����ճ���ά������������
1��ƽ��ĥ�����õ������̶��ڵ����ϣ�����ǰ���ƶ��ķ�ʽ�����������壺����ĥͷ��̶��������Ϻ����£�Y ���ƶ�������������ǰ��Z ���ƶ�������̨�������������ң�X ���ƶ��Ľṹ��
2��ĥ����̨֮��������������ͷ�����ø��������졣������ά��������������Ż���ƣ����ڽṹ�ڲ���ǿ������ƾ�������������Ӧ�������������Դ�׳֮��ǿ��ǿ�����������Լ���ֹ���͡�
3��ĥ��X ����ö���Һѹվ����ѹ�ף��ƶ�����̨���������������ƶ���ʵ�� X ���˶�ƽ��˳����ʹ���µ������������ı��Ͳ�������κ�Ӱ�졣
4��Y ������ŷ����ͨ�����ܹ���˿�ˣ�����ĥ���������������ƶ���ʵ���������½�����
 ɨһɨ���ֻ����
ɨһɨ���ֻ����











 1��ƽ��ĥ�����õ������̶��ڵ����ϣ�����ǰ���ƶ��ķ�ʽ�����������壺����ĥͷ��̶��������Ϻ����£�Y ���ƶ�������������ǰ��Z ���ƶ�������̨�������������ң�X ���ƶ��Ľṹ��
1��ƽ��ĥ�����õ������̶��ڵ����ϣ�����ǰ���ƶ��ķ�ʽ�����������壺����ĥͷ��̶��������Ϻ����£�Y ���ƶ�������������ǰ��Z ���ƶ�������̨�������������ң�X ���ƶ��Ľṹ��